I’m Jason Firth.
Eventually, I knew I would be writing at length about Modbus Plus.
Modbus Plus is the protocol that Modicon created to supersede the Modbus protocol. It has some superficial similarities, but it quite different under the hood.
Modbus is a Master/Slave protocol. One device is the master, and tells which Modbus slave to talk. By contrast, Modbus Plus is a peer-to-peer protocol. Each Modbus Plus device can request data from any other device.
Modbus doesn’t have any real way to manage congestion, because there should never be congestion. The master requests data, and will not request more data until the first is sent. By contrast, Modbus Plus uses a token passing mechanism, where each node in the network gets a chance to talk, then once it has finished talking it will pass the token to the next node.
Modbus generally relies on RS-232, RS-422, or RS-485 signalling to communicate. By contrast, Modbus Plus uses a proprietary signalling protocol over a single twisted pair of wires. Modbus can be implemented using a standard UART, where Modbus Plus requires a special DSP.
Physically, Modbus Plus is a bus protocol. All devices are electrically connected to every other device on the Modbus Plus network through an electrically continuous shielded twisted pair cable.
Modbus basically doesn’t have network capability by itself. However, Modbus Plus has basic networking capability. Using a device called a “Bridge Plus”, you can connect different Modbus Plus networks together. The address you use to connect to a device is actually the path of devices you follow to get to the other device. If you were connecting to device 1 on the local Modbus Plus network, then you’d connect to 1.0.0.0.0. If you were connecting through a bridge multiplexer at address 2, then you’d connect to 2.1.0.0.0. If you went a step further and connected to 1 through yet another bridge multiplexer across the network at address 3, then you’d use address 2.3.1.0.0.
The data transferred using Modbus and Modbus Plus is roughly equivalent. You can send and receive inputs and coils, inputs and registers. There are also other operation codes in the protocol for diagnostics, or programming PLCs, or a number of other functions.
There are 3 types of connector routinely used for Modbus Plus. The AS-MBKT-085 inline connector takes a Modbus Plus cable and stabs the wires, to establish continuity. The 990NAD23000 Tap takes that cable and stabs the wire into a “tap”, which connects to a moulded cable which connects to the device. The 990NAD23020 or 990NAD23021 Supertap doesn’t stab the wire, instead using screw terminals to connect the Modbus Plus cable and the moulded drop cable.
Today I want to look at the AS-MBKT-085 inline Modbus Plus connector. We’re going to look inside one.
The first thing you need to realize about these connectors is, they’re not cheap. This store is selling one for 35 USD, and that’s about what you can expect to pay. I’ve seen some online stores asking for twice that.
So, what are you getting for your money? Well, first, let’s look at what this thing does.
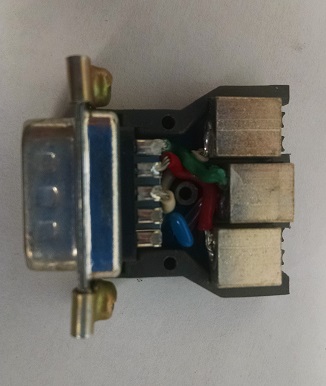
Here, you can see a Modbus Plus connector with wires already crimped into it.


Normally, the shield grounds to the middle pad, and the wires are held in place by the plastic back, which is itself held to the connector with a screw.
The stabs which hold the wires are fastened to the connector with screws, so we’ll pull them out.


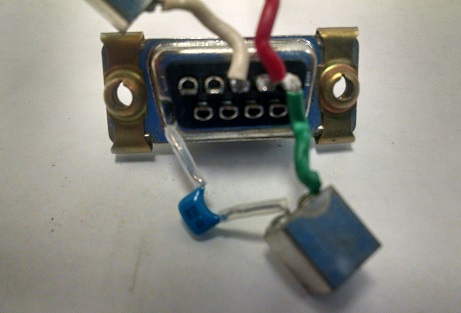
I expected the connector to be welded shut, but it’s actually held in place with 3 pegs which push into 3 holes. Once I had a point I could leverage, I could pry the connector apart.
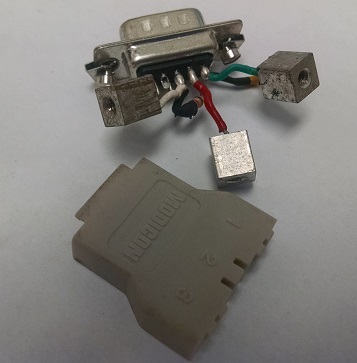
So here’s what we have: 3 metal block with a threaded hole, connected to a regular D9 connector.

Taking apart the connector further, I found that the ground is coupled to the chassis ground using a capacitor. That’s all there is to it!

And how about those light grey plugs? The difference is that there’s a 120 Ohm resistor across the data pairs. That’s the difference.

Thanks for reading!